Core NDT Services
MISTRAS’ Core NDT Services provide the essential non-destructive inspection methods used to evaluate material and structural condition without damaging assets or disrupting operations. As a leader in NDT for nearly 50 years, these services form the foundation of inspection programs across industries, supporting routine inspections, maintenance planning, and ongoing asset condition assessment in the field.
Schedule expert consultation
Foundational inspection methods that support compliance and confident decisions
Core NDT techniques are widely used as the first step in understanding asset condition. By providing reliable insight into surface and internal conditions, these methods help establish a baseline for inspection planning, identify areas requiring further evaluation, and support run-repair-replace decisions throughout an asset’s lifecycle.
Non-destructive testing allows inspection activities to be performed without taking equipment out of service or interrupting operations. By evaluating asset condition without dismantling or damaging components, Core NDT services help keep production moving while inspections are completed.
Unlike destructive testing, traditional NDT methods evaluate material and structural condition without compromising the integrity of the asset. This enables thorough inspection while maintaining the usability and service life of critical components and structures.
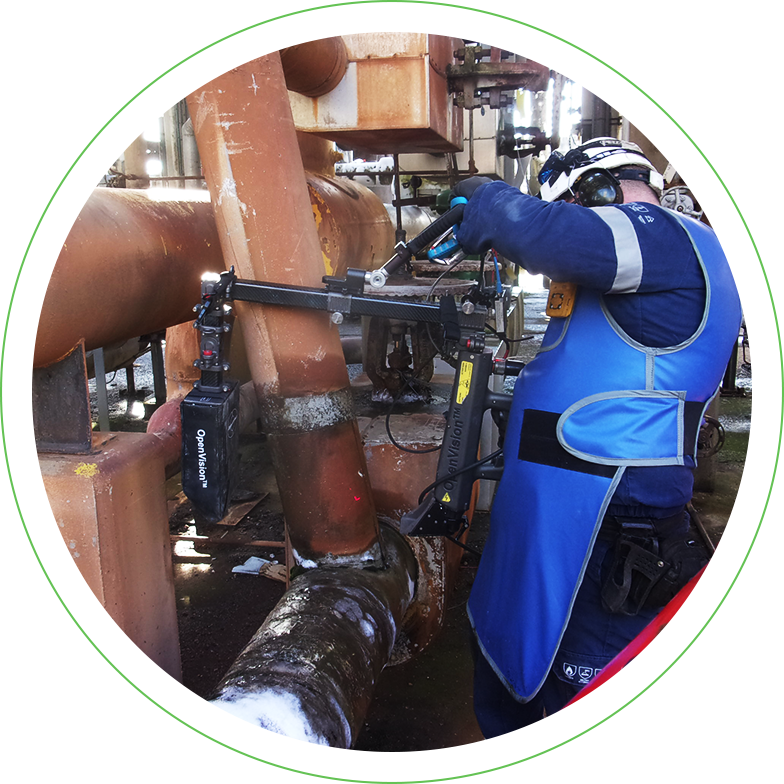
Many inspection requirements involve at-height, confined space, or subsea environments. MISTRAS NDT services incorporate rope access teams, certified unmanned system pilots, and trained divers to ensure assets in challenging locations can be inspected as frequently and reliably as required.
The right solution for every asset challenge
Explore our Core NDT Services below and contact MISTRAS to build a comprehensive inspection program tailored to your assets, operating conditions, and compliance requirements.

Ultrasonic Testing (UT)
Ultrasonic Testing is used to evaluate internal material condition and measure wall thickness. This method supports the identification of corrosion, cracking, and other internal features in components and structures without impacting serviceability.
Learn more
Radiographic Testing (RT)
Radiographic Testing produces images of internal material condition to identify cracks, voids, and other internal flaws. RT is widely used for the inspection of welds and components where internal features must be evaluated and documented.
Learn more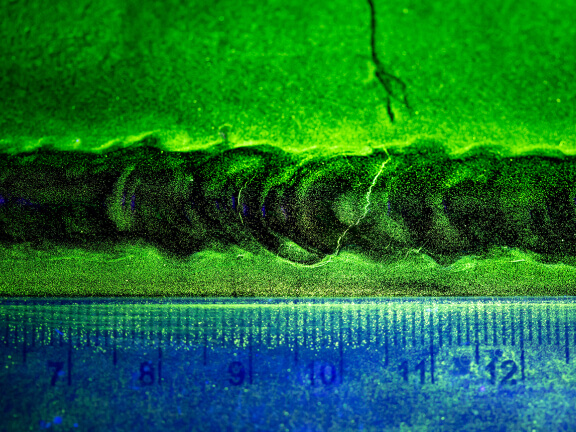
Magnetic Particle Testing (MT)
Magnetic Particle Testing is used to detect surface and near-surface cracks in ferromagnetic materials. The method is commonly applied to welds, castings, and components where cracking may affect structural integrity.
Learn more
Liquid Penetrant Testing (PT)
Liquid Penetrant Testing is used to locate surface cracks and flaws in non-porous materials. This method is commonly applied to welds, castings, and machined components to evaluate surface condition without damaging the part.
Learn more
Visual Testing (VT)
Visual Testing involves the examination of visible surfaces to identify damage, corrosion, misalignment, or other surface conditions. VT is often performed as an initial inspection method or in support of other non-destructive testing techniques.
Learn more
Digital Radiography (DR)
Digital Radiography applies radiographic inspection using digital imaging rather than film. This approach enables efficient image review while maintaining reliable evaluation of internal material condition.
Learn more
Eddy Current (ET)
Eddy Current Testing is used to inspect conductive materials to identify surface and near-surface defects, including cracking and corrosion. As ET probes do not need to directly contact the material, it is a useful inspection method for materials with complex shapes and sizes.
Learn more
Positive Material Identification (PMI)
Positive Material Identification is used to verify alloy chemistry and material type to ensure materials meet specified requirements. PMI helps reduce the risk of incorrect material installation during fabrication, maintenance, or inspection activities.

Magnetic Flux Leakage (MFL) Inspections
Magnetic Flux Leakage inspections are used to identify corrosion and wall loss in ferromagnetic materials. This method supports the evaluation of asset condition where metal loss may impact integrity.
Find your solution
Whatever the challenge, we have the depth of expertise and breadth of solutions to deliver certainty.
Explore our solutions
MISTRAS Field Services offers a comprehensive portfolio designed to protect your assets throughout their entire lifecycle. From traditional, advanced, and proprietary inspection solutions to access and industrial services, MISTRAS' integrated portfolio helps you Be A Step Ahead.
MISTRAS’ Core NDT Services provide the essential non-destructive inspection methods used to evaluate material and structural condition without damaging assets or disrupting operations.
Learn more
Inspection & Testing Services deliver the inspection oversight, testing support, and technical resources required to support operations, projects, and maintenance activities.
Learn more
MISTRAS delivers advanced inspection capabilities designed to evaluate complex materials, components, and geometries, supporting applications that require more detailed understanding of flaw presence and condition.
Learn more
Damage Mechanisms Inspections provide insight into degradation behavior over time, supporting more informed inspection planning, monitoring strategies, and long-term integrity decisions.
Learn more
Identify where corrosion is occurring, how it is distributed, and where potential wall loss may exist across assets where full point-by-point inspection is impractical.
Learn more
Leverage sound-based inspection and monitoring techniques to evaluate asset condition without interrupting operations. These services are used to detect active damages such as leaks and corrosion, and assess structural or mechanical integrity risks
Learn more
Remote Visual and Reality Capture services deliver accurate visual records and dimensional information that help teams better understand asset condition, geometry, and spatial relationships.
Learn more
MISTRAS provides the skilled labor, technical support, and field execution capabilities required to support maintenance, construction, and operational activities across a range of industries.
Learn more
MISTRAS provides the specialized methods and expertise required to reach assets located at-height, offshore, underwater, or in otherwise difficult-to-access environments.
Learn more
Solve your most complex challenges
Partner with MISTRAS Field Services to inspect, access, and repair your critical assets. Contact our experts to define the integrated solution that maximizes your safety and operational uptime.
Schedule expert consultation